praca z programem
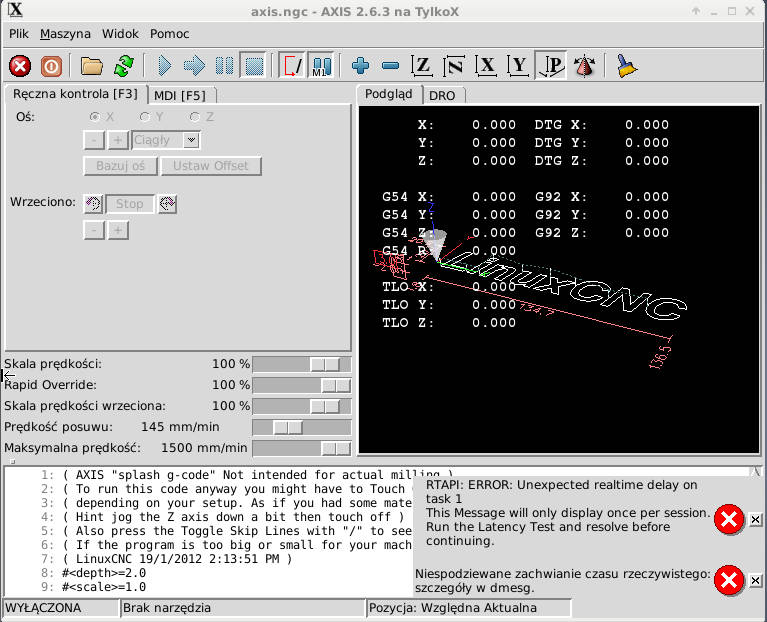
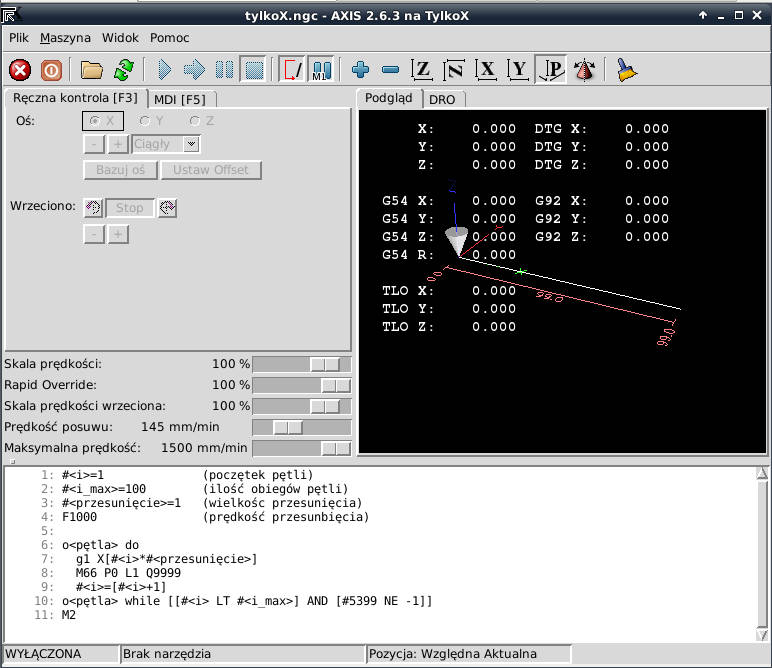
ekran początkowy Axis (LinuxCNC)
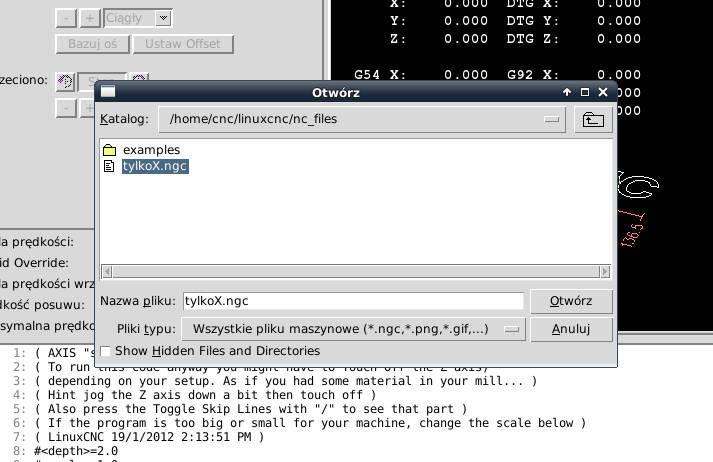
załadowanie programu... jeszcze nie napisanego

wchodzimy w internet
na stronę forum-cnc.pl
do tego wątku...
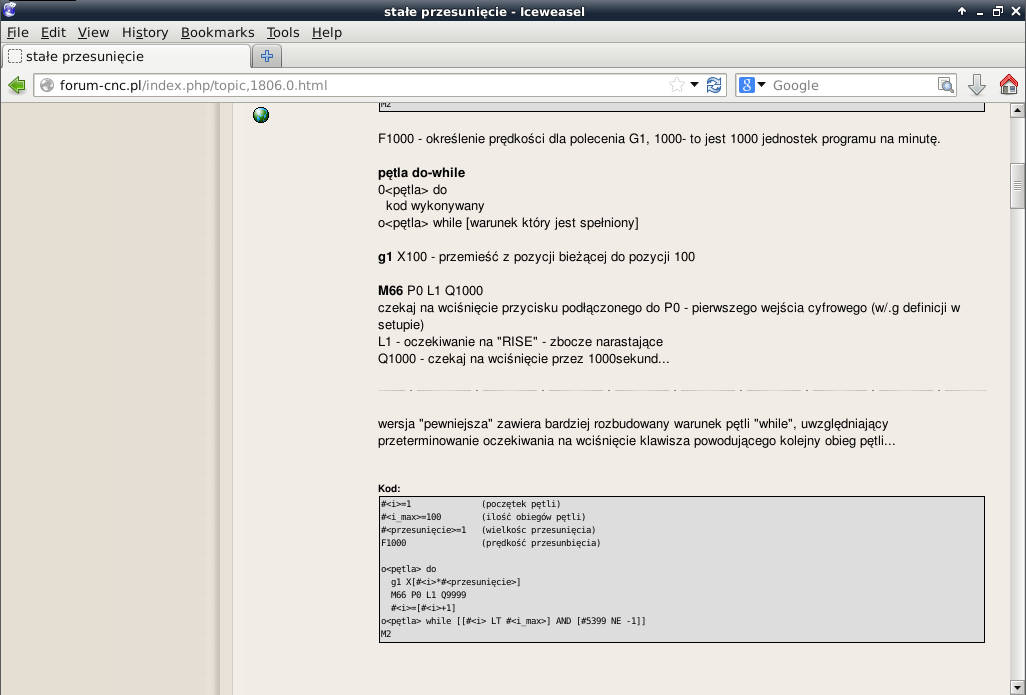
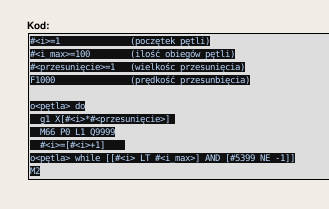
zaznaczenie myszą tekstu programu... trzymając prawy klawisz myszy wciśnięty
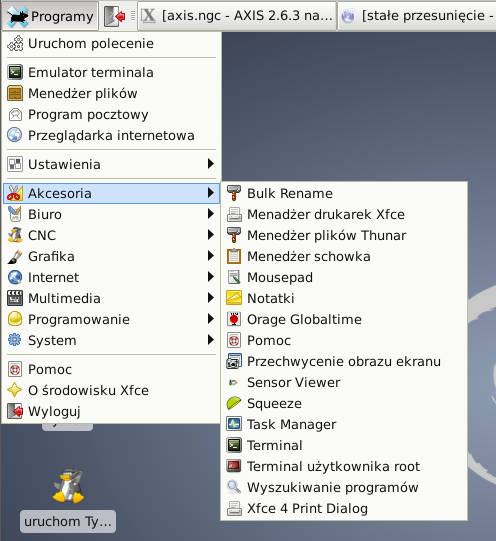
załadowanie prostego edytora tekstów- MousePad
skopiowanie programu zaznaczonego (środkowy klawisz/pokrętło myszy)
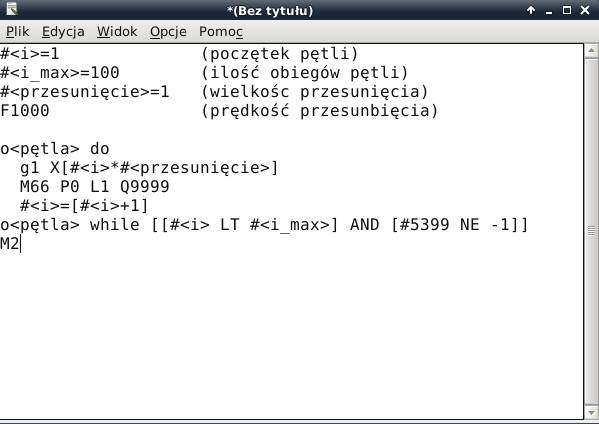
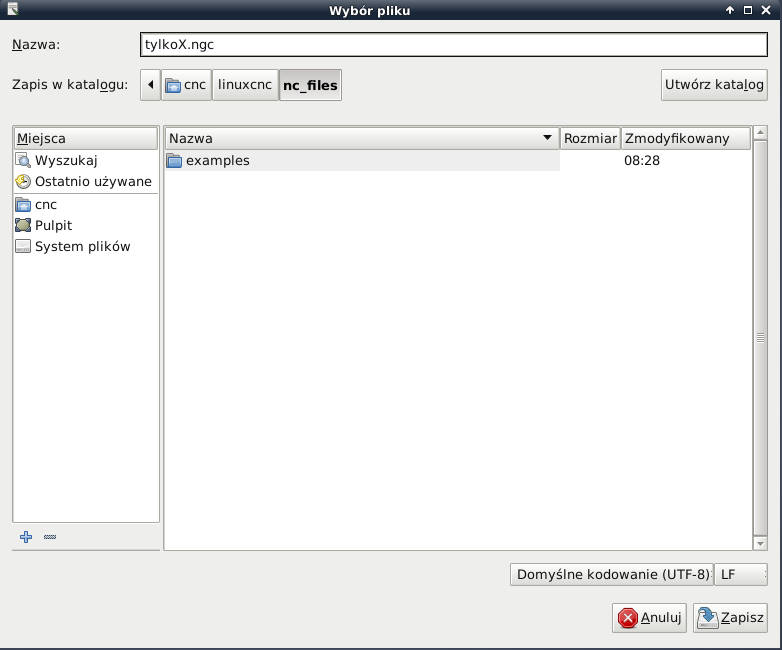
zapisujemy plik jako... w katalogu...
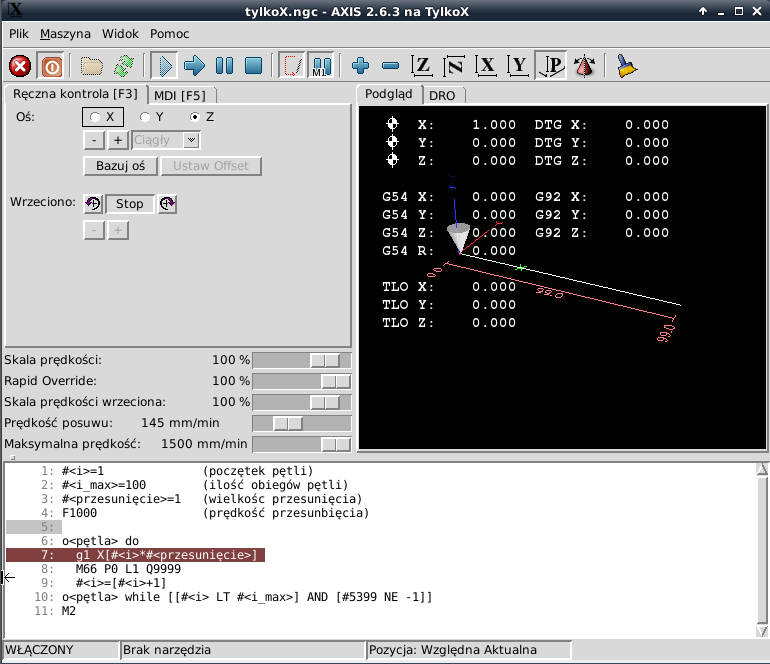
ładujemy do Axis (LinuxCNC) zapisany w poprzednim kroku program...
tak wygląda załadowany...
odblokowanie programu... wyjście z trybu ESTOP

zbazowanie - wybierając kolejno X, Y, Z wciskamy "Bazuj Oś" - tak aby pojawiły się "znaczki" na czarnym polu przy XYZ
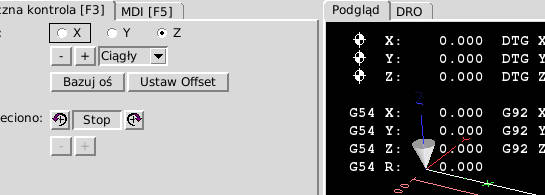
zbazowany program i odblokowany jest gotowy do uruchomienia... rozpoczęcie zaczyna się przyciskiem "trójkącik" - jak w magnetofonie...