sevo750W: Servo parameter adjustment methods

Servo parameter adjustment
Servo parameter
adjustment methods
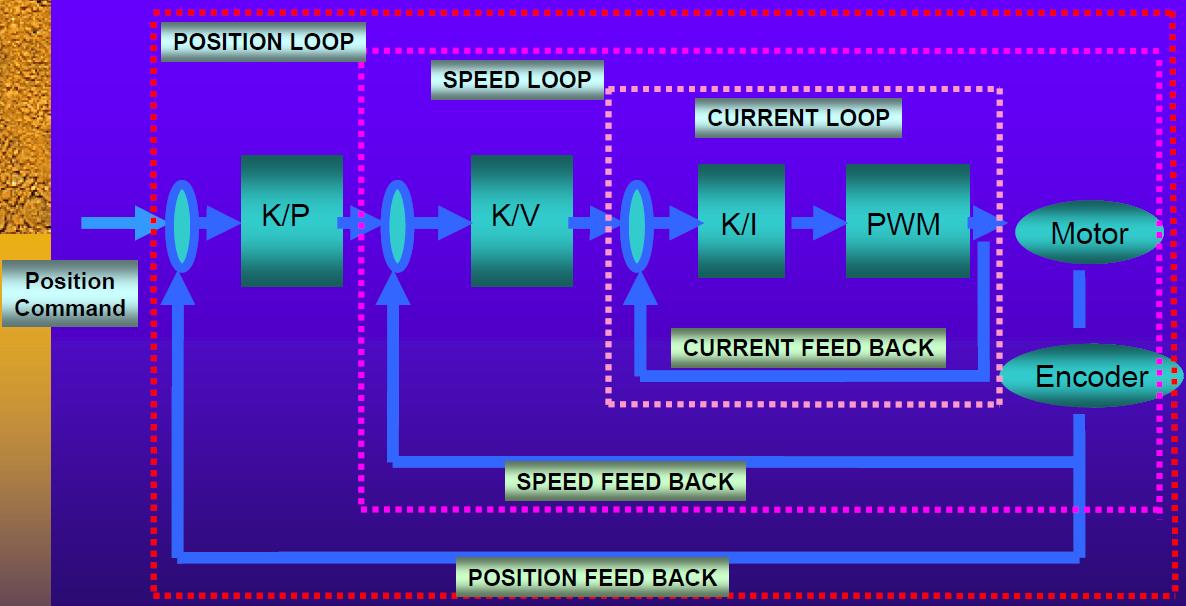
Schematic
diagram of AC servo system
Servo
driver parameter
adjustment theory foundation
Servo
driver has three feedback loops which are Position loop, speed loop
and current loop. Current loop has the highest responsiveness.
Meanwhile, speed loop must have a higher responsiveness than position
loop.
If
we do not abide by this principle, the motor will be caused to
vibration or undesired reaction. While designing the servo drive,
producer has ensured the highest responsiveness of speed loop.
Therefore, users only need to adjust the gain of position and speed
loop.
Generally
speaking, the responsiveness of position loop cannot be faster than
speed loop. Hence, it is strongly recommended to increase the gain of
speed loop first, when you want to increase the gain of position
loop. In case you only increase the gain of position loop, the motor
is likely caused to vibrate. This in turn will cause the increase of
speed reference and positioning time rather than desired decrease.
Note:
The gain of position loop cannot exceed the natural frequency of
mechanical system. Or, it will cause to vibration.
In
case there is a need of high responsiveness of the whole system, You
must not only ensure the high responsiveness of servo system
(controller, servo drive, servo motor and encoder) but high
robustness of the mechanical system as well. This way, the whole
system can achieve good robustness.
Servo drive key
parameter adjustment principle
Speed
loop gain(Pn013) Speed loop gain is mainly used to decide the
responsiveness of speed loop. Under the precondition of no vibration
of mechanical system, the bigger the value of this parameter is, the
higher the responsiveness
is.
Under
the strict precondition that setting value of the load inertia ratio
is within the permission range, speed loop gain can reach designed
value range. It, Consequently, ensures the high responsiveness of
speed loop.
Increase
the ratio of speed loop gain can enhance the robustness of servo
system. However, in real application, the ratio of speed loop gain
cannot be too large. Otherwise, it will cause the whole servo system
to vibrate.
Speed loop integration
time constant (Pn014)
Speed
loop integration can reduce the ripple of motor speed. However, it
will also reduce the responsiveness of servo drive. Speed loop
integration won’t affect speed tracing positioning reference,
however too large a speed loop integration time constant will reduce
the speed loop responsiveness. Therefore, when increase the time
constant, the drive’s reaction time will be slowed and it
needs
more time for positioning.
When
the load inertia is high or mechanical system is likely to vibrate,
it is strongly recommended to increase speed loop integration
time constant. Reference as follows:
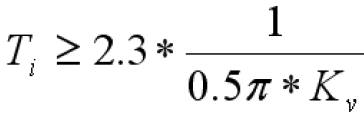
Ti:
Integration time constant [s]
Kv:
speed loop gain [HZ]
Position
loop gain(Pn015) Position
loop gain is one of the fundamental index of AC servo system and has
close relation to servo motor & mechanical load. Generally
speaking, higher position loop gain will cause:
- Higher
responsiveness of motor speed
- Smaller
position tracing error
- Shorter
positioning time
However,
it requires higher relevant mechanical system robustness and natural
frequency.
Torque
reference filter time constant (Pn018) The
mechanical system may cause sharp noise due
to torque sympathetic vibration in some occasions. Increase torque
reference filter time constant can reduce or eliminate the vibration
noise.
However,
like integration time constant, it will reduce the responsiveness of
the whole system. Therefore, do not set the value of this parameter
too large.
Reference
adjustment
methods as follows:
- Set
position loop gain at a relatively lower value. Then under the
precondition that it won’t occur abnormal noise &
vibration, increase the speed loop gain to maximization step by step.
- Decrease
the speed loop gain value step by step while increase the
position loop gain. Under the precondition that no responsiveness
over-adjustment & vibration, maximize the position loop gain.
- Speed
loop integration time constant is decided by positioning time.
Please minimized this value under the precondition that mechanical
system no vibration.
- Consequently,
optimize position loop gain, speed loop gain and speed
loop integration time constant by minor adjustment step by step.