ustawienie optymalnej szybkości pracy silnika krokoweustawienie parametrów programie... na sterownikuwiększość silników krokowych można zakręcić do 5-6 obr/sek z dobrym momentem... maksymalne obroty jakie się daje uzyskać to ok. 10-20obr/sek - ale silnik przy prędkości maksymalnej ma mały moment siły
przykład 1:sterownik krok=1/8
aby uzyskać 6 obr/sek należy ustalić (w turbocnc):
6 * 200 * 8 = 9600Hz = 9,9KHz
przykład 2:sterownik krok=1/128
aby uzyskać 6 obr/sek należy ustalić (w turbocnc):
6 * 200 * 128 = 153600Hz = 153,6KHz
niestety program sterujący bezpośrednio z LPT nie potrafi generować sygnału o takie szybkości

w machu w wersji komercyjnej jest dostępny parametr: Kernel Speed = 45KHz...
jak zredukować krok sterownika aby uzystać 6obr/sek ?
6 * 200 * krok = 45000 => krok = 37,6...
najbliżej tej warości jest krok = 32
jeśli dysponujemy jedynie wersją macha bez opłaty to Kernel Speed = 25KHz
6 * 200 * krok = 25000 => krok = 20,83
najbliższa wartość to krok = 16
poszukiwanie maksymalnej użytecznej prędkości silnikanależy doprowadzić do takiej sytuacji w której silnik bnędzie mógł tracić kroki - bo będzie miał już zbyt mały moment siły
czyli sterownie musi być tak ustawione aby można było nastawić prędkość obrotową rzędu 8-10 obr/sek
1. ustawiamy maksymalną pręskość obrotową w setupie na np. V=3 obr/sek
2. sprawdzamy poprawność pracy wybranej osi (X w przykładzie) - czy silnik nie gubi kroków
gdzie
G1 - przesunięcie liniowe z określoną szybkością
X100 - w osi X o 100 jednostek
F9999 z szybkością na tyle dużą aby została ograniczona przez program sterujący do wynikającej z ustawineia w setupie MaxSpeed=V*200*krok
3. jeśli test w punkcie 2. nie wypadł pomyśle - GOTO 5.
4. powiększamy V o 10% i wpisujemy do setup MaxSpeed=V*200*kroki GOTO 2
5. zmniejszamy V o 10% (lub 25%) i ustalamy TO jako bezpieczną maksymalną szybość pracy bez obciążenia
w ten sposób określona wartość MaxSpeed trafia do setup... natomiast parametr F w poleceniu G1 musi być ustalany indywidualnie - w zależności od wykonywanej operacji
MaxSpeed - pochodzi z setupu turbocnc... w machu ta wielkość nazywa się Velocity (szybość) i jest ustawiana na pionowym suwaku:
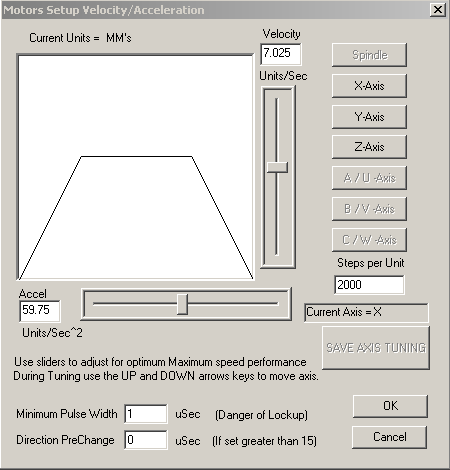
i warość ta jest określona nie w częstotliwości impulsów STEP (turbocnc)
a jako Units/Sec --> czyli ustalonych jednostek na sekundę... trzeba przeliczyć