O sposobie osiągania pozycji zerowej decydujemy w stepconfie przyporządkowując wejściom "limity i bazujące".
Jeśli chcemy aby bazowanie było na krańcówkach na jednej linii to wybieramy
np.
Pin 10: Wszystkie limity i bazujacewygenerowany plik *.ini ze zmiennymi okreslającymi zachowanie kontrolera ruchu w częsci opisującej oś pierwszą:
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 80.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 200.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 1.500000
HOME_LATCH_VEL = 1.500000
HOME_SEQUENCE = 1
o bazowaniu decydują ostatnie trzy zmienne:
HOME_SEARCH_VEL = 1.500000
This variable has units of machine-units per second.
The default value is zero. A value of zero causes LinuxCNC to assume that there is no home switch; the search stage of homing is skipped.
If HOME_SEARCH_VEL is non-zero, then LinuxCNC assumes that there is a home switch. It begins by checking whether the home switch is already tripped. If tripped it backs off the switch at HOME_SEARCH_VEL. The direction of the back-off is opposite the sign of HOME_SEARCH_VEL. Then it searches for the home switch by moving in the direction specified by the sign of HOME_SEARCH_VEL, at a speed determined by its absolute value. When the home switch is detected, the joint will stop as fast as possible, but there will always be some overshoot. The amount of overshoot depends on the speed. If it is too high, the joint might overshoot enough to hit a limit switch or crash into the end of travel. On the other hand, if HOME_SEARCH_VEL is too low, homing can take a long time.
HOME_LATCH_VEL = 1.500000
This variable has units of machine-units per second.
Specifies the speed and direction that LinuxCNC uses when it makes its final accurate determination of the home switch (if present) and index pulse location (if present). It will usually be slower than the search velocity to maximize accuracy. If HOME_SEARCH_VEL and HOME_LATCH_VEL have the same sign, then the latch phase is done while moving in the same direction as the search phase. (In that case, LinuxCNC first backs off the switch, before moving towards it again at the latch velocity.) If HOME_SEARCH_VEL and HOME_LATCH_VEL have opposite signs, the latch phase is done while moving in the opposite direction from the search phase. That means LinuxCNC will latch the first pulse after it moves off the switch. If HOME_SEARCH_VEL is zero (meaning there is no home switch), and this parameter is nonzero, LinuxCNC goes ahead to the index pulse search. If HOME_SEARCH_VEL is non-zero and this parameter is zero, it is an error and the homing operation will fail. The default value is zero.
HOME_SEQUENCE = 1
Used to define a multi-axis homing sequence HOME ALL and enforce homing order (e.g., Z may not be homed if X is not yet homed). An axis may be homed after all axes with a lower HOME_SEQUENCE have already been homed and are at the HOME_OFFSET. If two axes have the same HOME_SEQUENCE, they may be homed at the same time. If HOME_SEQUENCE is -1 or not specified then this joint will not be homed by the HOME ALL sequence. HOME_SEQUENCE numbers start with 0 and there may be no unused numbers.
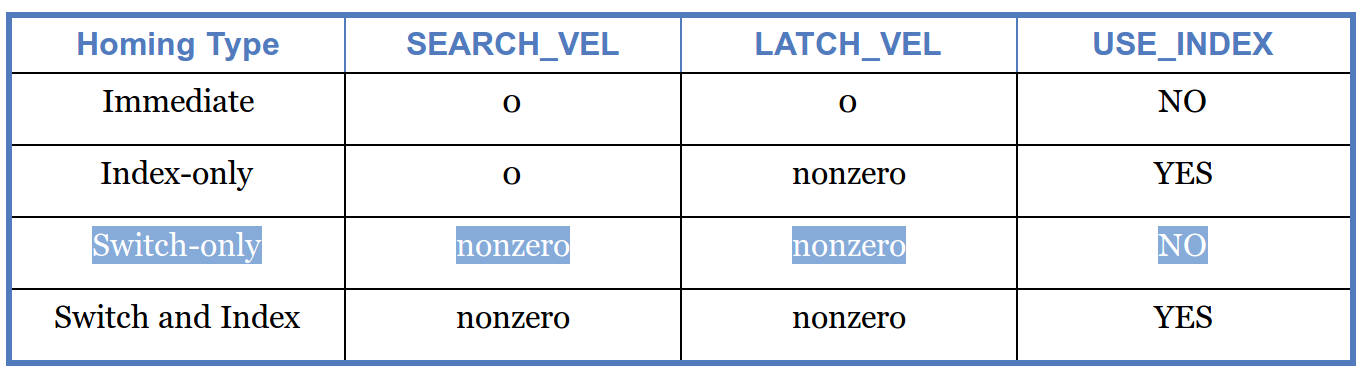
wybrana przez te trzy zmienne konfiguracja (patrz tabelka) to
Switch-only.